广东广明科技开发有限公司 水下切粒机|水下造粒机|塑料制造设备|塑料造粒
13549203718

2024-12-27 01:18:58
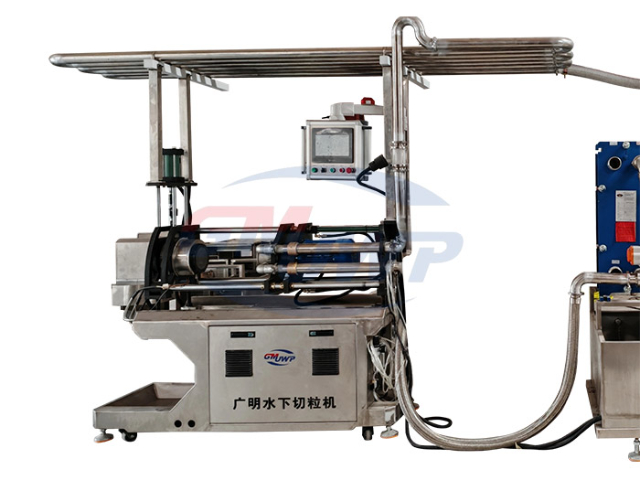
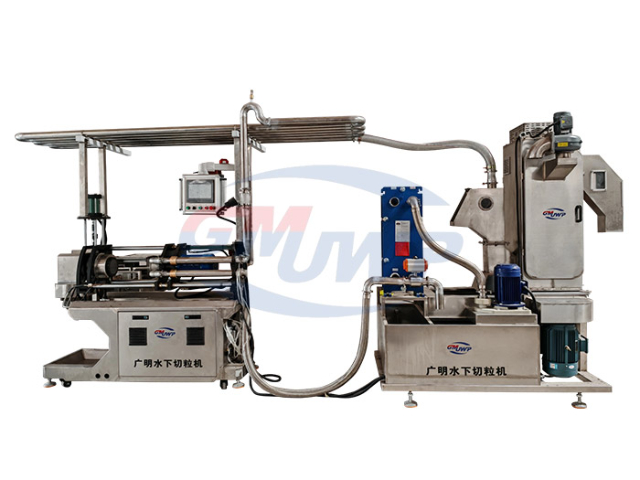
水下切粒机的主要组成部分——水下切粒机由多个重要部分构成。首先是挤出系统,它包括螺杆和机筒,负责将塑料原料加热熔融并推送至模具处。螺杆的设计尤为关键,不同的螺槽结构和长度可适应不同种类塑料的塑化要求,确保物料均匀受热和稳定输送。其次是切粒系统,切刀和模具是其重要部件。切刀通常采用高硬度、耐磨的材料制成,如硬质合金等,以保证在高速旋转切割过程中的锋利度和耐用性。模具上分布着众多细小的孔眼,其孔径和形状决定了塑料颗粒的尺寸和横截面形状。再者是水循环系统,它包含水箱、水泵、冷却水管路等。水箱储存循环水,水泵提供水流动力,冷却水管路将水输送到切粒区域,带走热量并输送切粒后的塑料颗粒。此外,还有控制系统,用于精确调节挤出机的温度、螺杆转速、切刀速度以及水循环系统的水温、水压等参数,确保整个水下切粒过程稳定、高效地运行。水下切粒机的粒子收集装置应设计合理,方便清理与卸料。东莞出口水下切粒机费用是多少

注塑造粒与挤出造粒有所不同,它主要适用于一些对颗粒形状和精度要求较高的特殊应用场景。注塑造粒过程中,首先将塑料原料加入注塑机的料筒内,料筒通过加热元件对原料进行加热,使其熔融成为具有良好流动性的熔体。然后,螺杆在液压系统或电机的驱动下,将熔体推注到特定的模具型腔中。这个模具型腔的设计决定了塑料颗粒的形状,例如可以是球形、柱状或其他异形结构。在熔体充满模具型腔后,经过一定时间的保压和冷却,使塑料在模具内完全固化成型。打开模具,通过顶出装置将成型的塑料颗粒从模具中取出。注塑造粒能够精确控制颗粒的尺寸、形状和重量,生产出的颗粒表面光洁度高、尺寸精度高。这种工艺常用于生产一些高附加值的塑料颗粒,如用于电子封装、医疗器械等领域的特殊塑料颗粒,因为这些领域对塑料颗粒的质量和一致性要求极为严格,注塑造粒工艺正好能够满足这些需求。东莞弹性体水下切粒机供应商水下切粒机的切粒原理基于高速旋转切刀与物料的相对运动。

水下切粒机的切刀材质种类高速钢——高速钢切刀也是比较常见的一种。它是一种含有钨(W)、钼(Mo)、铬(Cr)、钒(V)等合金元素的高合金钢。特点:具有较高的硬度和耐磨性,经过适当的热处理后,硬度可以达到 HRC63 - 66(洛氏硬度 C 标尺)左右。它能够满足一般塑料的切粒要求,对于一些熔融温度较低、粘度较小的塑料,如聚乙烯(PE)、聚丙烯(PP)等,高速钢切刀可以发挥较好的切割性能。韧性好,相比于硬质合金,高速钢切刀的韧性更高。这使得它在受到一定的冲击力时,不容易发生断裂。例如,在切粒过程中,如果遇到塑料熔体中的杂质或者设备的轻微振动,高速钢切刀能够更好地承受这些冲击,减少切刀损坏的风险。加工性能良好,易于制造和刃磨。可以通过磨削等工艺方便地加工出锋利的刃口,并且在刃口磨损后,也比较容易进行修复,从而降低了使用成本。
水下切粒机行业需求推动增长——随着全球塑料工业的持续扩张,对塑料颗粒的需求呈现出稳步上升的态势,这为水下切粒机市场提供了坚实的基础。在众多塑料加工应用领域,如包装、建筑、汽车和电子等,高质量的塑料颗粒是生产优质塑料制品的关键原料。以包装行业为例,随着电商的蓬勃发展以及消费者对产品包装品质要求的提高,各类新型包装材料不断涌现,对塑料颗粒的产量和质量都提出了更高的要求。水下切粒机凭借其高效、精细的切粒能力,能够满足大规模生产且保证颗粒均匀性和稳定性,从而在满足包装行业需求方面具有明显优势,其市场需求也随之水涨船高。水下切粒机的噪音控制是衡量其性能优劣的一个指标。

水下切生产周期过长问题表现:完成一批塑料颗粒的生产所需时间超过正常生产周期,影响生产效率和经济效益。原因分析:设备的启动和停止过程耗时较长,如挤出机的加热升温时间长、冷却时间长,切粒机的调试和准备工作繁琐。切粒过程中频繁出现故障,如切粒质量问题需要停机调整、设备零部件损坏需要更换等,导致生产中断时间增加。塑料原料的更换和切换过程复杂,需要对设备进行大量的清洗和调整工作,如螺杆、机筒、模板、切刀等部件的清洗和更换,耗费大量时间。生产过程中的辅助工作时间过长,如粒子的收集、干燥、包装等环节效率低下,影响整体生产周期。解决方法:优化设备的启动和停止程序,采用快速加热和冷却技术,如电磁感应加热可提高加热速度,优化冷却系统设计可缩短冷却时间。在切粒机的调试方面,制定标准化的操作流程,减少准备工作的时间。加强设备的维护保养和故障预防工作,定期检查设备的关键部件,及时发现并解决潜在的问题,减少故障发生的频率。同时,提高操作人员的技能水平,使其能够快速处理切粒过程中出现的常见问题,缩短停机时间。新研发的水下切粒机节能优越,降低能耗的同时提升了生产效率。东莞制造水下切粒机供应商家
水下切粒机是塑料加工关键设备,能将熔融物料切成均匀粒料,保障产品质量稳定。东莞出口水下切粒机费用是多少
切粒质量问题粒子形状不规则问题表现:切出的塑料粒子长短不一,横截面不规整,有椭圆或多边形等异常形状。原因分析:切刀磨损严重,刃口变钝或出现缺口,导致切割时受力不均。切刀与模板之间的间隙过大或过小。间隙过大,熔体挤出时容易出现波动,使粒子形状不稳定;间隙过小,则可能造成切刀与模板的摩擦增加,影响切割效果并使粒子表面受损。模板孔的加工精度不高,孔径大小不一致或孔壁有瑕疵,影响熔体挤出的均匀性。解决方法:定期检查切刀的磨损情况,当刃口磨损到一定程度时及时更换切刀。新切刀安装后要仔细调整与模板的间隙,一般根据塑料原料特性,间隙在0.1-0.5毫米之间为宜。对模板进行精度检测,若发现孔有问题,可进行修复或更换模板。确保模板在安装时固定牢固,避免在切粒过程中发生位移。东莞出口水下切粒机费用是多少